Что такое стемпинг: интересные варианты маникюра
Элегантность и красота прекрасной половины человечества складывается из многих деталей. Вовсе не последнее место занимают ухоженные ногти, которые смогут придать образу дополнительную изысканность и женственность. На сегодняшний день присутствует большое количество типов дизайна, одним из которых является стемпинг. Однако этот способ нанесения изображения получил настолько широкое распространение относительно недавно, поэтому многие представительницы прекрасного пола задаются вопросом, что такое стемпинг?
Особенности метода
Слово заимствовано из английского языка, в переводе означает «штамповка», «нанесение штампов». Суть метода заключается в том, что с помощью силиконового или резинового штампа на ногте оставляют оттиск рисунка. Изображение на штамп для стемпинга копируется с металлического диска, на котором выбивается определенный рисунок.
Данный способ приобретает более высокий уровень популярности за счет достоинств, которыми он обладает. К ним можно отнести:
- не требует серьезных усилий;
- не требует определенных художественных и профессиональных навыков;
- выполняется в короткий промежуток времени.
Конечно, с первого раза он получится далеко не у всех, потребуется небольшое количество тренировок, но зато потом навык не пройдет даром.
В связи с растущей популярностью способа такого рода производители выпускают гораздо большее количество металлических пластин с рисунками стемпингом. Одна пластина содержит обычно не менее шести – десяти рисунков, выполненных в разных стилях. К ним относятся флаги разных стран, цветы, орнаменты, кружева, абстракции и многие другие изображения.
Предполагаемый набор инструментов
Для того чтобы нанести качественный маникюр со стемпингом потребуется ряд специальных инструментов, которые можно приобрести в любом косметологическом магазине. Вот их перечень.
- Металлическую пластину с выбитым рисунком. Она покрывается защитной синей или белой пленкой, которую необходимо удалить перед началом процедуры.
- Специальный штамп, использующийся для перенесения изображения с диска на ногти. Он представляет собой пластиковый корпус с резиновой или силиконовой подушечкой.


- Скрапер – инструмент, необходимый для убирания лишнего лака с принта на пластинке и выравнивания изображения. Он может быть изготовлен в трех вариантах – в виде специальной карточки, с лезвием или без него.
- Лак для стемпинга. Он обладает более сильной густотой и пигментацией в отличие от обычных лаков. Представлен в трех видах: базовая основа, лак для рисунка и топ для закрепления.
Скрапер может оставлять небольшие царапинки на металлическом диске, однако их наличие не влияет на качество переводимого рисунка. В случае отсутствия инструмента можно воспользоваться недействующей банковской картой.
Дополнительные принадлежности
Дизайн ногтей стемпинг, помимо основного набора инструментов, может потребовать дополнительные вещи. Это необходимо для устранения возможных недостатков и просто для удобства. К предметам такого рода относятся следующие.

- Средство для защиты кутикулы от лака. Оно наносится на кутикулу непосредственно перед выполнением маникюра.
- Жидкость для снятия лака. Ею протираются резиновый штамп, скрапер, металлическая пластинка. Предпочтительнее использовать жидкость с ацетоном, так как она быстрее и качественнее убирает лак, имеющий сильную пигментацию. Отсутствие масла обеспечит более надежное скрепление рисунка.
- Несколько цветных лаков.
- Скотч, помогающий убрать силикон со штампа.
- Ватные диски.
Для более быстрого и удобного нанесения маникюра можно расставить используемые предметы в определенном порядке, чтобы все необходимое было под руками.
Основные нюансы подбора лака
К выбору лака для ногтей следует подойти основательно. Это в дальнейшем повлияет на конечный результат и на здоровье и красоту ногтей в целом. Выбрать нужно три варианта: базу, цветной лак и закрепитель.
Основу лучше приобрести матовую. Рисунок, который будет наноситься поверх такой основы, станет несколько ярче и четче. Лак с более сильной пигментацией, густотой и тягучестью позволит не смазаться рисунку, а значит, появится возможность избежать подтеков. Тон лака должен быть контрастным основе, в этом случае изображение получится более четким.
Достоинства стемпинга
Все новое притягивает внимание людей, не исключением является и стемпинг. Недавно появившаяся технология набирает популярность. Это связано с большим количеством преимуществ:
- простота создания изображения;
- экономия временных и финансовых затрат;
- эффектность;
- на любых ногтевых пластинах можно выполнить абсолютно одинаковые рисунки, четкость и яркость которых будут существенно выше четкости и яркости моделей, выполненных в другой технике.
Нанести маникюр в такой технологии можно не только в специализированном салоне, но и в домашних условиях. Главное, иметь под руками все необходимое для этого. Набор инструментов довольно прост, а окупится он довольно быстро.
Стемпинг для ногтей ⋆ Журнал женских секретов
В ногтевом дизайне поистине произошла революция – появилась технология, которую можно использовать в домашних условиях не в ущерб качеству маникюра и его эстетичности. Это – стемпинг, что в переводе означает – штамповка, что очень точно передает суть технологии. Ноу — хау появилось в Южной Корее, в компании Konad, где придумали и разработали технологию нового дизайна ногтей.
Особенности стемпинга
На самом деле стемпинг — это своеобразный маникюр — штамповка различных узоров на ногтях. Для её осуществления необходим минимум инструментов – скребок и миниатюрный штамп. Набор узоров находятся на диске — трафарете.
Но, несмотря на кажущуюся простоту стемпинга, не всегда достигается ожидаемый результат. Дело в том, что в технологии есть свои нюансы, которые необходимо знать и точно выполнять все её требования:
- Выполнять нанесение рисунка надо только на тщательно просушенном ногте с затвердевшим на нём лаком. Иначе рисунок будет размытым, а структура покрытия разрушится.
- Чтобы на штампе узор был ярким, лак надо использовать плотный и пигментированный. Таким критериям отвечает оптимальный лак для стемпинга – эмаль или крем.
- В стемпинге необходимо использовать закрепляющее средство, так как дизайн, созданный этой технологией, является объёмным.
- Все новые диски с узорами покрыты с рабочей стороны тонкой защитной плёнкой, которую надо снимать.
Как выбрать лак для стемпинга
Качество маникюра с помощью стемпинга в большей мере зависит от качества лака. Стемпинг-лаки отличаются от обычных плотностью и насыщенностью красок.
Если необходим тонкий, изящный узор, то надо использовать не очень густые лаки, так как лаки густой консистенции быстро сохнут и могут не чётко перенестись на штамп.
Для широких узоров можно использовать густой лак, чтобы рисунок при переносе на штамп не растекался.

Как правильно выполнить стемпинг
В стандартный набор для стемпинга входят:

- Диски с лазерной гравировкой. Лучшими дисками считаются диски Konad, менее качественными считаются китайские репликты;
- Стемпинговый штамп, с помощью которого переносится рисунок с диска на ногтевые пластины;
- Скребок — скрапер, удаляющий излишки краски с диска;
- Специальные акриловые лаки, так как обычными лаками сделать стемпинг нельзя. В качестве основы можно взять обычный лак, его цвет и текстура особого значения не имеет. Для рисунка нужен густой, пигментированный лак;
- Закрепитель для сохранения рисунка на длительное время (до 3 недель).
Как сделать Стемпинг для ногтей:
- Обработать и срезать кутикулу, поправить форму ногтей;
- Снять имеющееся покрытие и обезжирить ногтевую пластинку;
- Нанести на ногтевую пластину основной лак и дать ему высохнуть;
- Выбрать рисунок на диске и полностью прокрасить его другим лаком;
- Скрапером, расположенным под углом 45 градусов, снять с рисунка излишки лака;
- Перенести рисунок с диска на штамп, а затем со штампа на ногтевую пластину. Действия надо выполнять без сдвигов штампика, с небольшим усилием;
- Повторить все действия на остальных ногтях и удалить вокруг них остатки лака;
- Закрепить рисунок специальным топом для стемпинга. Он необходим для защиты маникюра от повреждений и делает его поверхность глянцевой.
Топ должен быть гелеобразным, густым. Нанести его двумя движениями, не задевая рисунок, чтобы не размазать его.
При выполнении стемпинг — маникюра специальные лаки и краски не надо сушить лампой. Они имеют свойство быстро высыхать без дополнительной температуры. Поэтому процедуру штамповки надо выполнять максимально быстро.
Достоинства стемпинга
Стемпинг — маникюр имеет значительные преимущества перед другими способами нанесения декоративных рисунков на ногти:
- Аккуратный рисунок с чёткими линиями, который повторяется в точности на всех ногтях;
- Выполнить стемпинг можно самостоятельно, не посещая маникюрного мастера;
- Можно самостоятельно сочетать цвета и рисунки;
- Процесс выполнения маникюра занимает несколько минут.
Конечно, все эти достоинства можно ощутить, если научиться быстро работать с приспособлениями для штампования и специальными лаками. Но опыт приходит быстро и на повторной процедуре качество стемпинга вполне удовлетворяет запросам.
Самые популярные бренды стемпинга
Лидером в производстве лаков для стемпинга является компания Konad. В её ассортименте около 50 оттенков специальных лаков, с плотной консистенцией и оптимальной скоростью высыхания. Многим нравятся штампы на резиновой подушечке от Konad за их надежность и простоту. Оттиск штампиками Konad выполняется методом переката. Компания выпускает наборы, полностью укомплектованные для выполнения стемпинг — маникюра.
В производстве качественных дисков и штампов несомненным лидером является бренд Mo You London. Их отличает высокое качество гравировки и большое количество дисков. Для штампов MoYou London используются силиконовые подушечки, удобные в работе.
Ещё один популярный бренд – Lesly, с хорошей гравировкой дисков. Преимуществами стемпинга от Lesly являяются эксклюзивные дизайны дисков и доступная стоимость.
Стемпинг — бренд El Corazon интересен своими гравировками и быстросохнущими лаками, что позволяет выполнить качественный маникюр со ложными узорами за несколько минут. Высокое качество текстуры лаков и доступная стоимость сделали марку одним из лидеров стемпинг нейл — арта.
Бренд Masura известен качественными и стильными решениями для стемпинга. Продукция бренда – плотные эмали и шиммерные покрытия, позволяющие выполнять изысканные рисунки на ногтях.
В заключение
Итак, достоинства новой технологии в её простоте, эстетичности и эффективности использования различных орнаментов и рисунков, что невозможно в других технологиях декоративного маникюра. Эту технологию можно использовать и для педикюра. При невозможности использовать специальные лаки, можно применять простые, но очень густой консистенции. В зависимости от того, какое выбрано основное покрытие и рисунок штампа можно проявить свои художественные предпочтения и создавать собственный, оригинальный дизайн ногтей.
Как правильно делать стемпинг? видео:
Что такое стемпинг?
Стемпинг (от англ. stamping) — новинка с мире ногтевой индустрии! Это простой, но очень продуктивный способ отпечатывания рисунка на ногти как в домашних условиях, так и в салонах красоты.
Стемпинг позволяет вам переносить рисунки с трафаретов (дисков для стемпинга) на ногти при помощи штампа и скрапера за несколько минут в домашних условиях, без каких-либо специальных навыков и обучения. Это до безобразия просто!
Стемпинг позволяет наносить на ногти рисунки с очень мелкими деталями, которые невозможно выполнить, используя ручную роспись ногтей — с помощью него возможно выполнить рисунок, толщиной с человеческий волос! Согласитесь — ювелирная работа!
Наносить рисунки с помощью стемпинга можно не только на ногти, но и на мобильные телефоны, серьги, кулоны, браслеты, подарочные наборы, часы и на многое другое — все то, во что Вы хотите привнести индивидуальность.
Все, что Вам нужно для создания потрясающего дизайна и из чего состоит система стемпинга, это:
- штамп
- скрапер
- диск
- лак для дизайна
- закрепитель
Важное значение для качественного и четкого результата имеет качество самих аксессуаров. Лидером на рынке на сегодняшний день являются аксессуары для стемпинга корейской марки Konad. Konad покорил уже более 120 стран мира, и это не предел! Конадомания продолжает завоевывать сердца любителей идеального маникюра, предлагая все новые и новые аксессуары.
Диски для стемпинга Konad изготавливаются из металла, на котором выгравирован рисунок. На эту гравировку наносится специальный лак для стемпинга Konad, скрапером снимаются излишки лака.
Далее силиконовый штамп прижимается сначала к рисунку на металлическом диске, чтобы краска перенеслась на него, а затем — к ногтю. Рисунок легко переносится на ногтевую пластину. Чтобы рисунок дольше держался — покрывают закрепителем закрепителем.
Начните создавать идеальный, профессиональный дизайн ногтей ничем не отличающийся от работы специалиста по декорированию ногтей!
Вы сэкономите свое драгоценное время и деньги. Это красиво и легко!!! Тогда, когда вы захотите! Вы получите массу положительных от процесса творчества!
Стемпинг — это потрясающе красиво и вызывает восторг! Вы можете это сами, дома, за считанные минуты!
Как делать стемпинг для ногтей? Что такое стемпинг и что для него нужно?
Стемпинг – это технология нанесения художественного рисунка с помощью специальных приспособлений. Новое изобретение нейл-арта позволяет в домашних условиях украсить ногти росписью, которая смотрится не хуже ручной. Для этого не требуется талант художника – достаточно навыка и небольшой тренировки.
Набор для стемпинга
Стемпинг в переводе с сербского звучит как «чеканка». Технология нанесения рисунка основана на переносе изображения с трафарета на ноготь. «Переносчиком» работает силиконовый штамп.
Популярные предложения
Для выполнения стемпинга потребуются следующие вещи:
- Краска или лак, предназначенные специально для этой цели. использовать обычный гель-лак не получится, поскольку требуется более вязкая консистенция. Лак для стемпинга Grattol имеет идеальную консистенцию для нанесения принта. Он легко «затекает» в трафарет, но достаточно плотен, чтобы декор не расплывался на ногте.
- Штамп. Рекомендуется специальный, силиконовый. Однако за неимением такового можно воспользоваться плотным поролоновым спонжем. Некоторые мастера предпочитают работать только им. Поролон мягче силикона и впитывает часть краски.
- Пластины для стемпинга. Это трафареты, где рисунок выдавлен бороздками. На одной пластине размещено 10-12 рисунков, размером со средний ноготь.
- Скребок. С его помощью удаляют лишнюю краску с трафарета, оставляя ее только в выбитом принте.
Стемпинг наносят на готовый маникюр, подбирая под него цвет и декор.
Есть два нюанса, которые следует учитывать:
- Размер трафарета рассчитан на ногти средней длины. Опытный мастер может дополнить рисунок вручную.
- Печать наносят на среднюю, плоскую часть ногтя.
Для обучения подойдут пластины с абстрактным или растительным принтом. Здесь меньше видны огрехи и проще их подправить.
Краска для стемпинга должна хорошо контрастировать с общим фоном. Узоры «в тон» менее эффектны, если нет дополнительного декора.
Пошаговая инструкция для выполнения стемпинга
Определитесь с цветом основного фона и принта. Подготовьте ногти и нанесите базу и гель-лак. Топ накладывают на готовый декор.
Алгоритм выполнения стемпинга:
- Нанести краску для стемпинга на выбранный трафарет. Следует добиться полного заполнения бороздок, иначе рисунок отпечатается с разрывами.
- Уберите лишнюю краску скребком, действуя им как шпателем.
- Возьмите штамп или спонж и прокатывающим движением с нажимом пройдитесь по поверхности рисунка.
- Перенесите декор на ноготь. Делать это нужно ровным движением с одинаковым нажимом. Прокатывать один раз. Снимать движением ровно вверх. Результатом манипуляций должен стать четкий отпечаток.
- Уберите излишки краски с пальца жидкостью для снятия лака. Если вы правильно приложили штамп, то часть узора останется на коже.
- Очистите трафарет и штамп.
- Повторите все манипуляции со следующим ногтем.
- Нанесите топ и высушите ногти.
Эффектно смотрится стемпинг в комбинации со втиркой. Ею припудривают штамп перед обмакиванием в краску трафарета. Технику стемпинга можно комбинировать с ручной росписью – это придает декору особый шик.
Особенности стемпинга
Техника нейл-арта позволяет быстро задекорировать маникюр, не прибегая к услугам профессионалов. Пластины для стемпинга, такие как BeautyBigBang, позволяют создавать не только геометрические узоры и растительные орнаменты, но и тематический дизайн, приуроченный к определенной дате или событию.
Полезные советы:
- Если твердый силиконовый штамп плохо цепляет краску – слегка пройдите по нему бафом. Тоже можно сделать с глянцевыми ногтями, если краска для стемпинга слишком жидкая.
- Вязкую краску трудно снимать с пластины. Чтобы процесс очищения не расстраивал, перед нанесением краски смазывайте ее тонким слоем жидкости для снятия лака.
- Чтобы не размазать рисунок, перед нанесением топа дождитесь полного высыхания.
- Кожу возле ногтя смазывайте защитными средствами. Так будет проще снять лак и сохранить здоровье рук.
Специалисты советуют первые уроки проводить на ровной поверхности, а не на ногтях. Это удобно для отработки точности движений и степени давления штампом.
Популярные предложения
Что такое штамповка? | CNstamping
Heju0 Комментарий
Когда я провожу конференции, нет ничего необычного в том, что один или два участника являются новичками в мире штамповочного штампа и прессы. Некоторые из них — молодые новые сотрудники, пытающиеся узнать о штамповке, а другие — люди, которых перевели из другого отдела и бросили волкам в отделе штамповки.
Эта статья является первой из серии, предназначенной для ознакомления начинающих инструментальщиков, техников по ремонту штампов, инженеров и техников по штамповке.Серия определит штамп, а также операцию штамповки. Также будут обсуждаться операции резки и формовки, компоненты и функции, а также различные методы, используемые для штамповки деталей.
Что такое штамп?
Штамповочный штамп — это особый единственный в своем роде прецизионный инструмент, который вырезает и формует листовой металл желаемой формы или профиля. Режущие и формовочные секции штампа обычно изготавливаются из специальной закаленной стали, называемой инструментальной сталью.Плашки также могут содержать режущие и формовочные части из карбида или других твердых износостойких материалов.
Штамповка — это операция холодной штамповки, которая означает, что тепло не передается намеренно в матрицу или листовой материал. Однако, поскольку тепло выделяется из-за трения в процессе резки и формовки, штампованные детали часто выходят из штампов очень горячими.
Размер матрицыварьируется от тех, которые используются для изготовления микроэлектроники, которые помещаются на ладони, до матриц размером 20 футов.квадратные и толщиной 10 футов, которые используются для изготовления сторон кузова автомобиля.
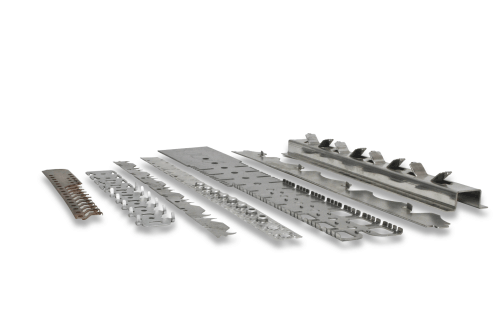
Деталь, получаемая при штамповке, называется штучной деталью (см. Рисунок 1). Некоторые штампы могут изготавливать более одной детали за цикл и могут выполнять цикл со скоростью 1500 циклов (ходов) в минуту. Сила пресса позволяет штампу работать.


Сколько типов штампов существует?
Существует множество видов штамповочных штампов, каждый из которых выполняет две основные операции — резку, формовку или и то, и другое.Матрицы, загружаемые вручную или роботом, называются линейными матрицами. Прогрессивные и передаточные матрицы полностью автоматизированы.
Резка
Резка, пожалуй, самая распространенная операция, выполняемая в штампе. Металл разрезают, помещая его между двумя обходными секциями инструментальной стали, между которыми имеется небольшой зазор. Этот зазор или расстояние называется зазором для резки.
Зазоры при резании меняются в зависимости от типа выполняемой операции резания, свойств металла и желаемого состояния кромки детали.Зазор при резке часто выражается в процентах от толщины металла. Наиболее часто используемый зазор при резке составляет около 10 процентов толщины металла.
Для резки металла требуется очень большое усилие. Этот процесс часто вызывает сильные удары по штампу и прессу. В большинстве операций резания металл подвергается напряжению до точки разрушения, в результате чего образуется режущая кромка с блестящей частью, называемой полосой разреза или сдвигом, и частью, называемой зоной разрушения или линией разрыва (см. Рисунок 2). .
Существует множество различных операций резки, каждая из которых имеет особое назначение. Вот некоторые общие операции:
Обрезка — Внешний периметр формованной детали или плоского листового металла обрезается, чтобы придать детали желаемый профиль. Избыток материала обычно выбрасывается как металлолом (см. Рисунок 3).
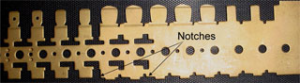
Надрез — Обычно надрезание связано с прогрессивными штампами, надрез — это процесс, в котором операция резки выполняется постепенно на внешней стороне полосы листового металла для создания заданного профиля полосы (см. Рисунок 4).

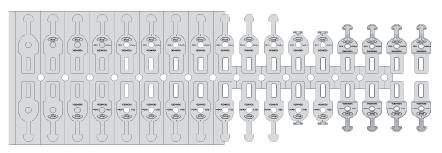
Вырубка — Операция резания двойного назначения, обычно выполняемая в более крупном масштабе, вырубка используется в операциях, в которых заготовка сохраняется для дальнейшей обработки под давлением. Он также используется для вырезания готовых деталей из листового металла. Заготовка из профилированного листового металла, удаленная с листа с помощью этого процесса, называется заготовкой или исходным куском листового металла, который будет вырезан или сформирован позже (см. Рисунок 5).
Пробивка — Пробивка, которую часто называют перфорированием, представляет собой операцию резки металла, при которой в плоском листе или формованной детали образуется отверстие круглой, квадратной или специальной формы.Основное различие между прошивкой и вырубкой заключается в том, что при вырубке используется заготовка, а при прокалывании заготовка выбрасывается как лом. Режущий пуансон, который производит отверстие, называется пробивным пуансоном, а отверстие, в которое он входит, называется матрицей (см. Рисунок 6).
![]()
Прокалывание — при прокалывании металл разрезают или разрезают, чтобы высвободить металл, не отделяя его от полосы. Прокалывание часто выполняется в прогрессивных фильерах для создания носителя детали, называемого гибкой или растягивающейся тканью.
Резка — резка металла по прямой линии. Этот метод обычно используется для изготовления прямоугольных и квадратных заготовок.
.Анатомия механического пресса
Функции штамповочного пресса
Примечание редактора: STAMPING Journal® исследует возможности гидравлического пресса, различия между механическими прессами и гидравлическими прессами, а также сервоприводом и пневматическими прессами в разделе «Как выбрать пресс», который будет опубликован в марте. вопрос.
Чтобы понять основы технологии прессования, вы должны как минимум ответить на несколько основных вопросов:
- Что такое штамповка и для чего нужен штамповочный пресс?
- Какие материалы штампуются чаще всего?
- Что такое штамп или пресс и как его использовать?
- Какие основные типы штамповочных прессов?
- Что такое механические приводы пресса и как они работают?
Прежде чем вы сможете изучить структуру пресса, вы должны сделать шаг назад и взглянуть на функции штамповочного пресса.
Штампованные компоненты изготавливаются путем формовки, вытяжки, обрезки, вырубки или прошивки металла — в виде листа или рулона — между двумя половинами (верхней и нижней) прессового инструмента, называемого штампом (см. «Штамповка 101: Основы штампа, «стр. 22). Верхний элемент прикреплен к салазкам, а нижний элемент закреплен или прикреплен болтами к станине или балке. Матрица предназначена для многократного создания формы и размера компонента в количестве, соответствующем производственным требованиям. Две половинки матрицы соединяются в прессе.И сила (нагрузка), и точность требуются для достижения требований к повторяемости и допускам для окончательно штампованной и собранной детали.
Штамповки изготавливаются из самых разных материалов. Например, банки для напитков изготавливаются из алюминия; многие автомобильные детали штампуются из высокопрочных сталей; дверные ручки и замковые механизмы штампуются из латуни. Конструкционные детали, такие как гвоздевые пластины и подвесы для балок, штампуются из оцинкованной стали.
Подбор матрицы под пресс
Чтобы подобрать матрицу под пресс, необходимо выполнить два расчета.Первый — это тоннаж (сила), а второй — потребляемая энергия. Каждый пресс в мире оценивается по тоннажу (усилию в тоннах), которое он может применить от нижней мертвой точки (НМТ) цикла прессования до НМТ того же цикла прессования.
Нельзя путать номинальную грузоподъемность пресса с энергией, генерируемой маховиком пресса. У каждого пресса есть табличный график энергии, поставляемой производителем пресса, и каждый из них отличается. Это связано с тем, что энергия, генерируемая маховиком, зависит от размера маховика и передаточного числа.Это также сильно влияет на стоимость пресса.
При выборе размера штампа требуется должная осмотрительность. Многие инженеры, имеющие большой опыт в проектировании штампов, производстве или закупке прессов, но не имеющие опыта во всех областях, попадают в ловушку, рассматривая только один из двух расчетов. Этот вопрос задают слишком поздно: «Почему мы не можем запустить эту часть?»
Приводы и рамы пресса
Прессы делятся на четыре основные категории: механические (см. Изображение вверху страницы ), гидравлические, сервоприводы и пневматические.Каждая категория получила свое название от источника привода, который создает давление (силу) на матрицу, чтобы сформировать готовую штамповку. Каждую категорию можно разделить на два вида конструкции рамы: прямую или С-образную раму. Каждый тип пресса может иметь одно- или двухпозиционные (плунжерные) соединения. Малотоннажный пресс может иметь соединение с одним или двумя цилиндрами в зависимости от того, оправдывает ли требуемая точность дополнительные затраты на соединение с двумя цилиндрами.
Прямоугольные прессы имеют две стороны и от четырех до восьми направляющих для ползуна.Это уменьшает прогиб и позволяет им лучше справляться с нецентральными нагрузками.
Рис. 1. В приводе без зубчатого колеса маховик, сцепление и тормоз расположены на эксцентрике или коленчатом валу. Как правило, полная энергия пресса доступна между половиной максимальной скорости пресса и максимальной скоростью пресса.
Прессы с С-образной рамой имеют форму буквы C или G, и большинство из них управляются вручную. Из-за своей открытой формы пресс с С-образной рамой подвержен более сильному прогибу при нецентральных нагрузках, чем пресс с прямой стороной.Ползун управляется двумя V-образными или коробчатыми направляющими.
Другие типы прессов, такие как прессы для перекачки, гидроформовки, горячей штамповки и фрикционные винты, предназначены для специальных применений.
Механические прессы Приводные трансмиссии
Механические прессы также можно разделить на категории по типу приводной трансмиссии, которая воздействует на матрицу: маховик, с одной зубчатой передачей, с двумя зубчатыми колесами, с двойным действием, рычажный (также называемый альтернативным движением скольжения [ASM ]) и с эксцентриковой передачей.
Все они приводятся в действие электродвигателем, который приводит в движение большой маховик.В маховике накапливается кинетическая энергия, которая выделяется приводами различных типов. Для каждого цикла пресса или хода на 360 градусов энергия маховика расходуется по мере того, как деталь изготавливается в штампе. Это приводит к замедлению маховика, обычно на 10-15 процентов. Затем электродвигатель восстанавливает эту потерянную энергию обратно в маховик при ходе пресса вверх. После этого пресс готов к следующему циклу.
Если процент замедления маховика (замедление), определяемый в количестве ходов в минуту (SPM), превышает 15 процентов, у электродвигателя не будет достаточно времени для восстановления этой потерянной энергии, и пресс будет слишком сильно замедляться .После нескольких ходов пресс заклинивает на BDC. Это происходит, когда тоннаж штампа или энергия были рассчитаны неправильно.
Для остановки и запуска пресса используется электронное управление сцеплением и тормозом, которое, в свою очередь, отключает маховик от привода пресса. Большинство сцеплений и тормозов приводятся в действие пружиной и имеют пневматические или гидравлические расцепители. Время остановки сцепления и тормоза имеет решающее значение для определения как скорости, на которой может работать пресс, так и безопасности оператора и штампа.
Пресс механический с маховиком. Прессы с маховиком (см. , рис. 1 ) используются для прошивки, вырубки, гибки и очень мелкой вытяжки с прогрессивными штампами. Нормальная сила пресса составляет от 30 до 600 тонн. Они работают на высоких скоростях — от 125 до 250 оборотов в минуту на нижнем уровне, до скоростей, превышающих 1000 оборотов в минуту на верхнем. Длина хода пресса всегда должна быть как можно короче, так как это влияет на скорость пресса. Средний ход — 2 дюйма. Если на более низких скоростях требуется больше энергии, к приводу можно добавить вспомогательный маховик.Однако энергия никогда не достигнет уровня механического пресса.
Пресс с маховиком обычно рассчитан на полную мощность 0,062 дюйма от НМТ цикла прессования до НМТ того же цикла прессования. Маховик, сцепление и тормоз расположены на эксцентрике или коленчатом вале. Как правило, полная энергия пресса доступна между половиной максимальной скорости пресса и максимальной скоростью пресса. Однако лучше всего проконсультироваться у производителя печатной машины для подтверждения.
Вам необходимо тщательно проверить расчеты штампов, если материал толще, чем номинальная нагрузка на пресс.Вы должны знать, что делать с сильным проскальзыванием (обратными нагрузками) и вибрацией пресса при использовании сверхвысоких скоростей.
Прессы с маховиком спроектированы с динамической балансировкой веса верхней матрицы и ползуна пресса с использованием противодействующей силы. Без этой противодействующей силы пресс ходил бы по полу с большой скоростью.
Рис. 2. Это самый популярный привод пресса, используемый контрактными штамповщиками в автомобильной промышленности.Он может работать с непрерывной скоростью до 28 SPM, хотя типичный диапазон скорости пресса составляет от 40 до 80 SPM.
Механический пресс с одним редуктором. Это самый популярный привод пресса, используемый контрактными штамповщиками в автомобильной промышленности (см. , рис. 2 ). Грузоподъемность от 200 до 1600 при двухточечном соединении с горкой. Передаточное число позволяет маховику работать быстро, сохраняя энергию, в то время как скорость пресса намного ниже, чем у маховикового станка. Прессы с одним редуктором обычно рассчитаны на полную мощность от 0 до 0.250 и 0,500 дюйма от BDC до BDC. Правильный выбор для вашего приложения зависит от энергопотребления кристалла. Этот рейтинг повлияет на цену печатной машины и размер диска.
Пресс с одной зубчатой передачей используется для прогрессивной штамповки штампов с мелкой вытяжкой или форм с прошивкой и вырубкой. Этот тип трансмиссии привода пресса может работать с постоянной скоростью до 28 оборотов в минуту. Типичный диапазон скорости пресса составляет от 40 до 80 оборотов в минуту с 12-дюймовым. инсульт. Помните эмпирическое правило относительно энергии — полная энергия пресса доступна между половиной максимальной скорости пресса и максимальной скоростью пресса.
Всегда ищите пресс с двухсторонним приводом, который имеет встречные косозубые шестерни с эксцентриковым валом. Это повысит точность, уменьшит прогиб и увеличит срок службы.
Привод с одной зубчатой передачей может быть оснащен альтернативным двигателем скольжения (ASM) или рычажным приводом.
Двухступенчатый механический пресс. Этот пресс используется, когда требуется непрерывная производственная скорость ниже 28 SPM (см. Рисунок 3 ). Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей.Передаточное число ведущей шестерни позволяет маховику сохранять скорость, в то время как пресс работает медленнее, чем маховик и пресс с одной зубчатой передачей. В зависимости от размера маховика этот тип привода может генерировать очень большую энергию. Усилие пресса от 200 до 1600, с двухточечным присоединением к суппорту.
Привод пресса с двойной зубчатой передачей подходит для работы передаточного штампа. Переводы обычно выполняются со скоростью от 15 до 30 SPM. Прессы с этим приводом обычно рассчитаны на 0,500 дюйма от НМТ до НМТ. Некоторые прессы оснащены специальным приводом на 1 дюйм.из BDC в BDC; он используется для волочения, формовки, вырубки и прошивки с переносными и прогрессивными штампами.
Привод может быть оснащен альтернативным движением скольжения или рычажным приводом.
Link Drive или альтернативное движение скольжения. Эта опция позволяет снизить скорость скольжения во время рабочей части цикла прессования. Это также может позволить увеличить производство до 25 процентов (см. Рисунок 4 ).
Механический пресс с эксцентриковым редуктором Этот тип пресса и привода используется там, где требуется очень длинный ход — обычно более 24 дюймов.(см. Рисунок 5 ). К этой конструкции привода применимы все характеристики пресса с двумя редукторами; однако точность не так хороша, как у пресса с эксцентриковым валом, из-за зазора с расположением зубчатой передачи и дополнительного зазора, необходимого при регулировке направляющей планки салазок.
Затвор двойного действия. Этот пресс имеет два слайда — один слайд внутри другого (см. Рисунок 6, ). Каждый суппорт имеет два соединения с эксцентриковым валом. Ход каждого отличается и рассчитан по времени, поэтому внешний слайд является держателем заготовки, а внутренний слайд завершает операцию рисования.
Рис. 3. Этот привод используется, когда требуется непрерывная производственная скорость ниже 28 об / мин. Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей.
Ползунковый пресс двойного действия используется для глубокой вытяжки, например, для изготовления банок для напитков. Кроме того, это первый пресс на линии автомобильных прессов для вытяжки внешних панелей обшивки автомобилей.
Гидравлический пресс
Гидравлические прессы за прошедшие годы значительно продвинулись вперед благодаря новым технологиям и усовершенствованиям в электронике и клапанах.Они особенно подходят для применения с глубокой вытяжкой, потому что они могут применять полный тоннаж по всей длине хода.
Кроме того, вы можете запрограммировать скорость перемещения ползуна, когда он закрывает матрицу.
Вы можете запрограммировать обратный ход для быстрого возврата, и вы можете отрегулировать ход на любое необходимое вам расстояние, таким образом достигая максимального SPM, доступного для данной конструкции насоса.
Гидравлический пресс приводится в движение гидравлическим насосом к гидроцилиндру или цилиндрам, которые перемещают салазки вниз.Давление может быть задано заранее, и как только оно будет достигнуто, клапан может активировать реверс давления, чтобы избежать перегрузки. При такой конструкции пресса и его применениях матрица имеет тенденцию направлять пресс, поэтому направляющие системы не должны быть такими же точными, как в случае механического пресса с прогрессивной головкой. Скорость производства гидравлических прессов обычно ниже, чем у механических.
.Что такое штамповка металла? | ESI Engineering
Основы штамповки металлов
Следующее руководство иллюстрирует передовые методы и формулы, обычно используемые в процессе проектирования штамповки металлов, и содержит советы по учету соображений снижения затрат в деталях.
Основы штамповки
Штамповка — также называемая прессованием — включает помещение плоского листового металла в рулон или заготовку в штамповочный пресс. В прессе инструмент и поверхность штампа придают металлу желаемую форму.Пробивка, вырубка, гибка, чеканка, тиснение и отбортовка — все это методы штамповки, используемые для придания формы металлу.
Перед формированием материала специалисты по штамповке должны спроектировать инструмент с помощью инженерных технологий CAD / CAM. Эти конструкции должны быть максимально точными, чтобы каждый пуансон и изгиб сохранял надлежащий зазор и, следовательно, оптимальное качество детали. 3D-модель одного инструмента может содержать сотни деталей, поэтому процесс проектирования часто бывает довольно сложным и требует много времени.
После того, как конструкция инструмента определена, производитель может использовать различные услуги механической обработки, шлифования, электроэрозионной обработки и другие производственные услуги для завершения своего производства.
Типы штамповки металла
Существует три основных метода штамповки металла: прогрессивная, четырехсторонняя и глубокая вытяжка.
Прогрессивная штамповка
Прогрессивная штамповка включает несколько станций, каждая из которых выполняет уникальную функцию.
Сначала полоса пропускается через пресс прогрессивной штамповки.Полоса равномерно раскатывается из рулона и попадает в штамповочный пресс, где каждая станция в инструменте затем выполняет различную резку, пробивку или изгиб. Действия каждой последующей станции добавляются к работе предыдущих станций, в результате чего получается завершенная часть.
Производителю, возможно, придется неоднократно менять инструмент на одном прессе или использовать несколько прессов, каждое из которых выполняет одно действие, необходимое для готовой детали. Даже при использовании нескольких прессов для полной обработки детали часто требовались услуги вторичной обработки.По этой причине прогрессивная штамповка является идеальным решением для металлических деталей со сложной геометрией , чтобы соответствовать:
- Более быстрый ремонт
- Более низкие затраты на рабочую силу
- Более короткая длина пробега
- Более высокая повторяемость
Fourslide Stamping
Fourslide, или мульти-слайд, включает горизонтальное выравнивание и четыре разных слайда; Другими словами, для придания формы заготовке одновременно используются четыре инструмента. Этот процесс позволяет выполнять сложные разрезы и изгибы даже самых сложных деталей.
Штамповка металла Fourslide может предложить несколько преимуществ по сравнению с традиционной штамповкой на прессе, что делает его идеальным выбором для многих областей применения. Вот некоторые из этих преимуществ:
- Универсальность для более сложных деталей
- Большая гибкость для изменения конструкции
Как следует из названия, четырехслайд имеет четыре слайда, что означает, что можно использовать до четырех различных инструментов, по одному на слайд для одновременного выполнения нескольких изгибов. По мере того, как материал поступает в ползун, он быстро изгибается каждым валом, оснащенным инструментом.
Штамповка с глубокой вытяжкой
Глубокая вытяжка заключается в вытягивании заготовки из листового металла в матрицу с помощью штампа для придания ей определенной формы. Этот метод называется «глубокой вытяжкой», когда глубина вытянутой детали превышает ее диаметр. Этот тип формовки идеально подходит для создания компонентов, которым требуется несколько серий диаметров, и является экономичной альтернативой токарным процессам, которые обычно требуют использования большего количества сырья. Распространенные области применения и продукты, изготовленные методом глубокой вытяжки, включают:
- Автомобильные компоненты
- Запчасти для самолетов
- Электронные реле
- Посуда и кухонная утварь
Штамповка коротких тиражей
Штамповка металла короткими тиражами требует минимальных предварительных затрат на инструмент и может быть идеальным вариантом решение для прототипов или небольших проектов.После создания заготовки производители используют комбинацию пользовательских компонентов оснастки и штамповочных вставок для гибки, штамповки или сверления детали. Операции формовки по индивидуальному заказу и меньший размер тиража могут привести к более высокой цене за штуку, но отсутствие затрат на инструмент может сделать краткосрочный тираж более рентабельным для многих проектов, особенно тех, которые требуют быстрого выполнения.
Изготовление инструментов для штамповки
Изготовление штамповки металла состоит из нескольких этапов. Первый шаг — это разработка и изготовление самого инструмента, используемого для создания продукта.
Давайте посмотрим, как создается этот начальный инструмент: Макет и дизайн полосы запаса: Дизайнер использует для проектирования полосы и определения размеров, допусков, направления подачи, минимизации брака и многого другого.
Обработка инструментальной стали и штампов: ЧПУ обеспечивает более высокий уровень точности и повторяемости даже для самых сложных штампов. Такое оборудование, как 5-осевые фрезерные станки с ЧПУ и электроэрозионные станки, может обрабатывать закаленную инструментальную сталь с очень жесткими допусками.
Вторичная обработка: Термическая обработка применяется к металлическим деталям, чтобы повысить их прочность и сделать их более долговечными для применения. Шлифование используется для чистовой обработки деталей, требующих высокого качества поверхности и точности размеров.
Wire EDM: Электроэрозионная обработка проволоки формирует металлические материалы с помощью электрически заряженной жилы латунной проволоки. Электроэрозионный станок позволяет резать самые сложные формы, включая небольшие углы и контуры.
Процессы проектирования штамповки металла
Штамповка металла — это сложный процесс, который может включать в себя ряд процессов штамповки металла — вырубку, штамповку, гибку, прошивку и многое другое. Вырубка: Этот процесс заключается в вырезании грубого контура или формы изделия. На этом этапе необходимо свести к минимуму и избежать заусенцев, которые могут повысить стоимость вашей детали и увеличить время выполнения заказа. На этом этапе вы определяете диаметр отверстия, геометрию / конусность, расстояние от края до отверстия и вставляете первую пробивку.

Гибка: Когда вы проектируете изгибы штампованной металлической детали, важно предусмотреть достаточно материала — убедитесь, что ваша деталь и ее заготовка спроектированы таким образом, чтобы было достаточно материала для выполнения изгиба .Некоторые важные факторы, о которых следует помнить:
- Если изгиб сделать слишком близко к отверстию, оно может деформироваться.
- Пазы и выступы, а также прорези должны иметь ширину, которая как минимум в 1,5 раза превышает толщину материала. Если сделать их меньше, их будет сложно создать из-за силы, прилагаемой к ударам, вызывающих их поломку.
- Каждый угол в вашей заготовке должен иметь радиус, составляющий не менее половины толщины материала.
- Чтобы свести к минимуму количество и серьезность заусенцев, по возможности избегайте острых углов и сложных вырезов.Если таких факторов невозможно избежать, обязательно отметьте направление заусенцев в своей конструкции, чтобы их можно было учесть во время штамповки
Чеканка: Это действие происходит, когда края штампованной металлической детали ударяются, чтобы сплющить или сломать заусенец; это может создать более гладкую кромку в области геометрической формы детали; это также может добавить дополнительную прочность локализованным областям детали, и это можно использовать, чтобы избежать вторичных процессов, таких как удаление заусенцев и шлифование. Некоторые важные факторы, о которых следует помнить:

Пластичность и направление волокон — Пластичность — это мера постоянной деформации, которой подвергается материал под действием силы.Металлы с большей пластичностью легче формировать. Направление волокон важно в высокопрочных материалах, таких как закаленные металлы и нержавеющая сталь. Если изгиб проходит по волокну с высокой прочностью, оно может растрескиваться.
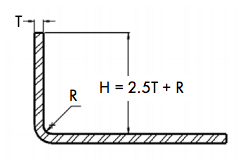
Высота изгиба — Общая высота изгиба имеет минимальные требования для эффективного формирования и должна быть как минимум в 2,5 раза больше толщины материала + радиус изгиба
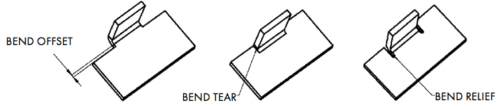
Разгрузка изгиба — Добавьте небольшие выемки, расположенные непосредственно рядом с частью детали, которую нужно сгибать — они должны быть как минимум в два раза шире, чем толщина материала, и равны радиусу изгиба плюс толщина материала.

Деформация / выпуклость изгиба: Выпуклость, вызванная деформацией изгиба, может достигать ½ толщины материала. По мере увеличения толщины материала и уменьшения радиуса изгиба деформация / выпуклость становится более серьезной. Несущая перемычка и разрез «несоответствие»: Это когда требуется очень небольшой врезание или выпуклость на детали, обычно глубиной около 0,005 дюйма. В этой функции нет необходимости при использовании составного инструмента или инструмента трансферного типа, но требуется при использовании инструмента с прогрессивной головкой.
Хотите снизить производственные затраты на штампованные металлические детали?
Загрузите наше Руководство по проектированию штамповки металлов.
Внутри мы рассмотрим:
- Как избежать дорогостоящих ошибок проектирования
- Экономичные процессы штамповки для замены дорогостоящих вторичных услуг
- Рисунки, иллюстрирующие разгрузку при изгибе, пластичность, угол излома и многое другое
Загрузите бесплатное руководство по проектированию
Штамповка металла по индивидуальному заказу
Штамповка металла по индивидуальному заказу описывает процессы формовки металла, которые требуют специальных инструментов и методов для производства деталей, указанных заказчиком.В широком спектре отраслей и сфер применения используются индивидуальные процессы штамповки для удовлетворения потребностей крупносерийного производства и обеспечения точного соответствия всех деталей спецификациям.
Проекты по штамповке металла на заказ
Инженеры-конструкторы могут работать над широким спектром проектов штамповки металла для клиентов из различных отраслей. Чтобы лучше проиллюстрировать универсальность штампованных металлических деталей по индивидуальному заказу, ниже мы описали несколько недавних проектов, выполненных инженерами ESI.
Изготовленная на заказ деталь для оборудования для мониторинга жизнедеятельности в медицинской промышленности
Клиент из медицинской отрасли обратился к ESI с просьбой изготовить индивидуальную металлическую штамповку на детали, которая будет использоваться в качестве пружины и электронного экрана для контроля жизненно важных функций оборудование в медицинской сфере.
- Им требовалась коробка из нержавеющей стали с пружинными язычками, и возникли проблемы с поиском поставщика, который предоставил бы высококачественный дизайн по доступной цене в разумные сроки.
- Чтобы удовлетворить уникальную просьбу клиента покрыть только один конец детали, а не всю деталь, мы заключили партнерство с ведущей в отрасли компанией по лужению, которая смогла разработать усовершенствованный процесс селективного нанесения покрытия на одну кромку.
ESI смогла удовлетворить сложные требования к проектированию, используя технику штабелирования материалов, которая позволила нам вырезать множество заготовок одновременно, ограничивая затраты и сокращая время выполнения заказа.
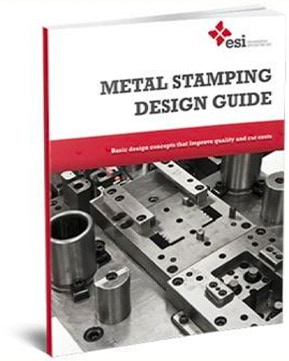
Штампованный электрический соединитель для электропроводки и кабеля
В другом случае нас попросили изменить дизайн существующей крышки электрического соединителя; Заказчик, компания AFC Cable Systems, искал продукт более высокого качества по более низкой цене и в более короткие сроки.
- Конструкция была очень сложной; эти крышки предназначались для использования в качестве шлейфовых кабелей внутри электрических каналов в полу и под полом; поэтому это приложение по своей сути имело строгие ограничения по размеру.
- Производственный процесс был сложным и дорогостоящим, так как некоторые работы клиента требовали полностью завершенного покрытия, а другие — нет, то есть AFC создавала детали из двух частей и при необходимости сваривала их.
- Работая с образцом крышки разъема и одним инструментом, предоставленным клиентом, наша команда в ESI смогла реконструировать деталь и ее инструмент. Отсюда мы разработали новый инструмент, который можно использовать в нашем 150-тонном прогрессивном штамповочном прессе Bliss.
- Это позволило нам изготавливать деталь как одно целое со сменными компонентами, вместо того, чтобы производить две отдельные детали, как это делал заказчик.
Это позволило значительно сэкономить — 80% от стоимости заказа из 500 000 деталей — а также сократить время выполнения заказа на четыре недели вместо 10.
Специальная штамповка для автомобильных подушек безопасности
Заказчику автомобильной отрасли потребовалась высокопрочная, устойчивая к давлению металлическая втулка для использования в подушках безопасности Ford Transit Vans.

- При вытяжке 34 мм x 18 мм x 8 мм втулка должна выдерживать допуск 0,1 мм, а производственный процесс должен учитывать уникальное растяжение материала, присущее конечному применению.
- Из-за своей уникальной геометрии втулку нельзя было изготовить с использованием трансферного пресса, а ее глубокая вытяжка представляла собой уникальную проблему.
Команда ESI создала прогрессивный инструмент с 24 станциями, чтобы обеспечить надлежащее развитие вытяжки, и использовала сталь DDQ с цинкованием для обеспечения оптимальной прочности и коррозионной стойкости. Штамповку металла можно использовать для создания сложных деталей для самых разных отраслей промышленности. Хотите узнать больше о различных приложениях для штамповки металлов, над которыми мы работали? Посетите нашу страницу тематических исследований или обратитесь непосредственно к команде ESI, чтобы обсудить ваши уникальные потребности с экспертом.
Мы очень довольны тем, что являемся клиентами ESI в течение последних 10 лет.Они чрезвычайно профессиональны, обеспечивают отличное качество и, что самое главное, делают работу с ними увлекательной.

Len Odegaard
President
Northwest Fastener Sales
Я бы порекомендовал ESI для будущих штампованных деталей (деталей из листового металла) в будущем. Щиты Близнецов, похоже, не так-то просто изготовить, и, как вы знаете, нам было сложно найти подходящего продавца. Качество работы отличное, а точность размеров — выдающаяся.Я считаю, что с ними очень легко работать и они очень удобны для развития. Цены разумные, и приятно работать с местным представителем.

Рой Абрамс
Старший инженер-механик
Casmed Medical Systems, Inc.
: основные сведения о штамповке металла
Что такое штамповка металла?
Штамповка металла — это процесс формовки, обрезки, тиснения, отбортовки, прошивки или повторной штамповки металлической заготовки (обычно стального листа). Он прочно ассоциируется с автомобильной промышленностью просто потому, что в каждом автомобиле есть множество деталей, которые можно сделать из стали. Внешние панели автомобиля, такие как капоты и крылья, являются типичными примерами деталей, изготовленных с использованием процессов штамповки металла.
Листовой металл используется для изготовления множества различных деталей, не только, конечно, связанных с автомобилями.Но, поскольку большинство людей видели автомобиль и имеют базовое представление о его внешних деталях из листового металла, большинство ссылок, используемых в этой статье, будут относиться к штампованным металлическим панелям автомобиля. Пластик был заменен листовым металлом во многих отраслях промышленности, где это было разумно. Пластиковое формование менее затратно, чем формование металла, но многие автопроизводители по-прежнему будут использовать сталь для деталей, которые просто выглядят лучше при штамповке как металл, или для других проблем, таких как безопасность пассажиров.
На иллюстрации справа показана круглая металлическая заготовка . На второй иллюстрации изображен готовый продукт с изображением президента США Джорджа Вашингтона. Это было сделано с помощью машины, которая прижимает или формирует металл, оказывая на него давление (металлы, используемые для изготовления монет, очевидно, мягче, чем сталь, и, следовательно, более умело прижимаются к форме). Формовка под давлением является важной частью штамповки металла. Машины созданы для повторяющейся штамповки металлов, таких как монеты, в процессе, известном как массовое производство .Та же концепция применяется при штамповке деталей автомобилей из листового металла. По всему миру все еще есть машины, работающие двадцать четыре часа в сутки, которые перемещаются вверх и вниз, штампуя листовой металл. Такие машины называются, прессы .
Штамповочные прессы для металла
Чтобы лучше понять процесс штамповки металла, достаточно понаблюдать за штамповочным прессом в действии. Пресс состоит из двух основных частей: верхней и нижней. Верхняя часть или «таран» использует силу тяжести для падения на нижнюю часть, или «основание» пресса.Оператор пресса загружает заготовку из листового металла в пресс, когда пресс находится в открытом положении. Сегодня большинство фабрик требуют, чтобы оператор печатной машины следил за тем, чтобы все и все были подальше от прессы. Как только безопасность принята во внимание, оператор просто нажимает кнопку, и гидроцилиндр падает (конечно, контролируемым образом) на основание.
Штамповочные прессы для листового металла действуют как тележки для перевозки других машин. Плашки — это довольно простые машины, которые помещаются внутрь и крепятся к прессу.Матрица имеет две половинки, верхнюю и нижнюю, как и пресс. Верхняя половина штампа крепится к толкателю, а нижняя половина — к нижнему основанию или каретке. Большие прессы используются снова и снова для множества различных проектов. Но именно штампы внутри пресса, машины, разработанные производителем продукта, уникальны и дороги в разработке и производстве.
Штамповочные штампы для металла Использование в автомобильной промышленности
Включает процессы штамповки внешних стальных панелей, таких как крылья и капоты.Он начинается с художника, проходит процесс моделирования, а затем, наконец, дается одобрение, и начинается работа над физическим воплощением детали.
Первое, на что обращают внимание автопроизводители при разработке любой внешней автомобильной панели, — это внешний вид. Может ли эта деталь быть сделана из стали без изъянов или неровностей? Будет ли металл течь равномерно, не оставляя на некоторых участках слабых мест? Учитывая эти опасения, они рассмотрят стоимость и определят, является ли изготовление деталей финансово целесообразным.Если деталь была концептуализирована там, где она слишком сложна или слишком дорога в изготовлении, она может быть отправлена обратно разработчикам концепции для повторной оценки.
Когда концепция утверждается, дизайнерам предоставляется ряд штампов для создания с использованием программ виртуальной трехмерной графики. Эти программы позволяют показывать незавершенную работу различным менеджерам по развитию, чтобы они могли следить за процессом проектирования.
Большая автомобильная панель обычно требует трех или более штампов для выполнения операций, необходимых для ее изготовления.Эти машины сконструированы с учетом соображений стоимости и безопасности. Затем, когда проекты закончены и утверждены, строятся сами машины. Размер машин будет зависеть от используемых прессов. Некоторые штампы могут быть огромными по размеру, как штамп, созданный для формирования капота большого внедорожника. Некоторые из них также представляют собой механические чудеса, выполняющие несколько задач с каждым движением пресса, к которому он прикреплен.
.