Фреза по металлу: конструкция, виды, принцип работы
Фрезеровка представляет собой обработку, при которой деталь движется поступательно. Фреза по металлу имеет несколько режущих кромок и позволяет с большой скоростью обрабатывать заготовку по плоскости, зачищать торцы и делать пазы. В зависимости от формы рабочей поверхности, получаются скошенные и фигурные края.
Специальные фрезы для дрели и фрезера позволят изготовить необходимые вещи или просто красивые поделки в домашней мастерской. Умельцы самостоятельно из подручных материалов изготавливают инструмент с оригинальной конфигурацией.

Фреза по металлу
Устройство и принцип работы инструмента
Из всех видов инструментов для обработки металла, фрезы представляют самую большую и разнообразную группу. Их конструкция и принцип работы отличается от всех остальных резцов и сверл. Инструмент, закрепленный на шпинделе, вращается. Деталь перемещается относительно него поступательно по трем осям и под углом в любом направлении. Острые кромки и пластины снимают стружку. В результате на заготовке:
- обрабатываются плоскости;
- зачищаются и делаются фигурные торцы;
- вырезаются шпоночные пазы;
- делаются прорези;
- отрезаются части проката и детали;
- снимаются фаски;
- нарезаются зубья и шлицы;
- делаются т-образные и фигурные пазы;
- сверлятся и растачиваются отверстия.
Фреза относится к многорезцовым инструментам и состоит из корпуса, на котором расположены режущие кромки. Для крепления в патрон имеется конусный или цилиндрический хвостовик. На оправке деталь крепится шайбами, надевая для вращения пазом на выступ. Она может иметь для фрезеровки по металлу вставные пластины и режущие кромки, заточенные из цельной заготовки.
Популярные разновидности
На производстве применяется несколько видов фрез по металлу. Они делятся на группы в зависимости от формы, расположения и типа режущих кромок и выполняемых ими операций. Отдельную группу представляют разновидности фрез по металлу для дрели и ручного фрезера. Они имеют небольшие размеры, цилиндрический хвостовик диаметром 6–12 мм, в зависимости от патрона дрели. В остальном они полностью похожи на инструмент, применяемый на производстве.

Разновидности фрез
Цилиндрические
Цилиндрическая фреза состоит из корпуса в форме втулки с отверстием и шпоночным пазом для крепления на оправку. По наружной поверхности находятся несколько режущих кромок, расположенных наклонно вдоль оси.
Они предназначены для зачистки торцов деталей, выборок, пазов. Обработка производится только боковыми поверхностями с высокой точностью и чистотой. Вращений фрезы и движение детали происходит навстречу. Для обработки боковых торцов без кантовки заготовки, применяются специальные приспособления, на шпиндель крепят угловые головки, и вертикально устанавливается фреза.
Торцовые
Обработку по плоскости производят торцовые фрезы. Режущие кромки расположены в нижней части корпуса. Фрезеровка производится по поверхности с высокой скоростью при продольном перемещении стола с деталью. Производительность такой обработки в несколько раз превышает строжку.
В корпус цилиндрической формы вставляются режущие пластины. Количество зависит от диаметра и требуемой чистоты обработки. Оправка подбирается по диаметру отверстия. Крутящий момент передается через шпонку.
Отдельные модели небольшого диаметра имеют хвостовик и крепятся в патроне. Некоторые их них могут резать и боковой поверхностью.
Червячные
Это цилиндрическая фреза с несколькими рядами твердосплавных пластин вместо ровного выступа режущей кромки. У червячной фрезы ряды с фигурными пластинами заточены по форме обратной эвольвенты и располагаются с разным уклоном, в зависимости от модуля.
Применяют инструмент для нарезки зуба на шестернях и колесах, шлицевых валах. Угол наклона выставляется оправкой на станке. Обработка производится обкаткой, когда деталь вращается, смещаясь на один зуб за оборот фрезы. В работе участвует сразу несколько пластин.
Дисковые
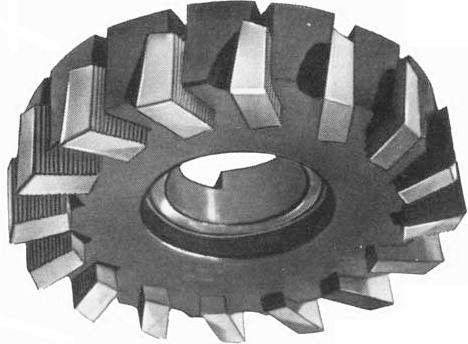
Дисковые фрезы напоминают блины с фигурными краями и отверстием в центре для установки на оправку. Режущие кромки расположены по краю наружного радиуса тонкого диска. Обработка производится перпендикулярно оси вращения инструмента. Режут вставными пластинами и зубом, вырезанным в цельном диске. Толщина прорези в детали от 1 мм.
Делятся по форме режущих пластин:
- пазовая;
- модульная;
- полукруглая;
- трехсторонняя;
- отрезная.
Для дрелей пилы собраны совместно с оправкой. В ламельных фрезерах применяются дисковые пилы с отверстием. Диаметр и толщина подбираются по шпонке.

Дисковая фреза
Отрезные
Цельные дисковые фрезы, тонкие, с острыми зубцами, вырезанными по краю корпуса, называют отрезными фрезами или пилами. Корпус может быть одной толщины с зубьями, в таком варианте между корпусом и режущей кромкой перехода нет. Крепление к оправке осуществляется отверстием с пазом. На инструменте большого диаметра есть 4 отверстия под болты для крепления к фланцу на шпинделе.
Пилы предназначены для отрезных и подрезных операций. Тонкий рез толщиной 2–6 мм экономно раскроит металл на заготовки, сделает прорезь в крепеже под фиксацию проволокой или на пальце, чтобы зафиксировать его пластиной. Применяется для торцовки деталей типа вал и отрезки технологических прибылей.
Концевые и угловые
Для торцовки плоских деталей предназначены концевые и угловые фрезы. Режущие кромки расположены по торцу. Корпус имеет форму цилиндра и срезанного конуса. Обработка производится вдоль края. В результате получается гладкий ровный торец заготовки. Угол наклона определяется формой инструмента.
Фреза под Т-образные выемки
Для крепления деталей на столах станков имеются пазы Т-образной формы, перевернутые широкой стороной вниз. В них легко заводятся головки шпилек для фиксации заготовки.
Прорезаются пазы фрезой фигурной конфигурации. Режущие кромки разных диаметров расположены на одной оправке — от торца широкий и низкий цилиндр, а ближе к оправке находится тонкий. Возможна фрезеровка в 2 прохода. Сначала на всю глубину пальчиковой или цилиндрической узкой фрезой, затем фрезеровка широким инструментом по дну канавки.
Шпоночные
Для создания шпоночных пазов используют специальные пальчиковые дисковые фрезы с режущим торцом. Инструмент сначала опускается на заданную глубину, работая как сверло. Затем производится выборка вертикально — фрезеровка.
Для изготовления шпоночных и других пазов фрезером, используется шаблон и копировальная втулка. Трафарет изготавливается из любого материала, включая фанеру, оргстекло, дерево. Его размеры больше вырезаемого занижения на разницу диаметров копировального кольца и режущего инструмента. Втулка скользит по краю шаблона, не давая фрезеру отклониться в сторону. Можно вырезать любые фигуры, включая орнаменты и надписи.

Шпоночная фреза
Фасонные
Фасонные фрезы имеют множество режущих кромок и напоминают грубый фигурный напильник с хвостовиком для крепления в патрон. Используются для придания торцу определенной сложной конфигурации. Форма кромки получается обратная инструменту.
Производители и правила выбора оборудования
Выбор фрезы производится по нескольким факторам:
- оборудование:
- вид отработки;
- материал.
Качество инструмента определяется фирмой производителем. Например, лучшие наборы фрез по металлу для ручных фрезеров выпускаются фирмой BOSCH. Стоимость такого оборудования несколько выше, чем у других европейских фирм, но качество и срок работы высокий. Особенность немецких инструментов — изготовление хвостовика под патрон конкретной модели электрического инструмента, выпущенной фирмой. Он может не совпадать с патронами на других фрезерах.
Хорошее качество имеет продукция фирм:
Отечественная продукция отличается прочностью благодаря традициям в производстве качественных сплавов. Следует обратить внимание на режущий инструмент компаний:
- Инструмент-Сервис;
- Корвет;
- Глобус.
Отечественные фрезы дешевле импортных. Их недостаток в маленьком выборе типоразмеров и форм.
Требуемое число зубьев
При выборе дисковой пилы следует учитывать — чем мельче зуб, тем чище обработка. Быстрый рез получается при крупном зубце с подачей 50%.
Торцовые фрезы подбираются по твердости материала. Обрабатывать чугун можно набором с 4 режущими кромками на большой подаче и высоких оборотах.
Для быстрой черновой обработки следует выбрать инструмент с большим количеством пластин. Подача зависит от состава стали и ее твердости.
Как подобрать материал
Для работы с металлом следует выбирать пластины, способные длительное время резать металл и не сминаться. Они должны быть значительно тверже обрабатываемого материала. Следует брать твердые жаропрочные сплавы. Форма пластины и ее размер подбираются по корпусу и способу крепления.
Для фрезера набор инструмента для работы с металлом ограничен. Алюминий, медь и их сплавы можно фрезеровать инструментом по дереву. Для чугуна и стали следует выбирать двухперьевые фрезы из твердых сплавов. Инструмент по дереву имеет мягкую для металла режущую кромку и более острый угол заточки.

Выбор фрез
Правила хранения и эксплуатации
Перед началом работы нужно подобрать и сложить рядом с рабочим местом все фрезы, которые применяются для обработки деталей. Под них нужно выделить специальную тумбочку или стеллаж. После работы весь инструмент следует очистить от грязи, проверить на износ кромок, смазать маслом или солидолом для защиты от влаги. Хранить надо на специальных стеллажах.
Фрезы и сверла для дрелей и фрезеров укладываются в специальные коробки вертикально, хвостовиком вниз.
Фрезерование производится соответствующим для данной операции инструментом. Выполнять грубую фрезеровку отверстий следует сверлом. Чистовую дисковую фрезу и зенкер используют, когда припуск на сторону составляет несколько десятков.
Изготовление фрезы своими руками
Фрезы по металлу должны быть тверже обрабатываемого материала. Для самостоятельного изготовления используют:
- сверла;
- дисковые пилы;
- ножовочное полотно.
Переточив сверло, можно получить цилиндрическую, торцовую и шпоночную фрезу для фрезера.
У отрезных дисковых пил корпус сделан из инструментальной стали Ст У8, и аналогичных. Из них можно выкроить элементы с зубом, собрать на оправку и получить фрезу для продольных пазов.
Фигурную торцовую следует делать из дисковой пилы или ножовочного полотна. Оправка вытачивается из круглого прута. В ней с торца и сбоку сверлятся отверстия, для направления и ограничения нарезки паза абразивным кругом. Симметричное лезвие вырезается из ножовочного полотна, вставляется в оправку, сверху затягивается гайкой. Получается двухперьевая фигурная фреза.
Виды фрез по металлу: какие лучше
Выбрать одну универсальную фрезу под все задачи нельзя, даже если она будет самая лучшая. Важно по максимуму укомплектовать станок инструментом, требующимся для решения всех задач, которые стоят перед мастером.
Продолжаем тему фрезерования. Для тех, кто пропустил, первая часть про фрезы здесь.
Разобраться в видах фрез по металлу не так-то просто. Одни необходимы для выборки металла, вторые пригодятся для обработки наклонных поверхностей, третьими – прорезаются канавки… Ясно одно: любой уважающий себя фрезеровщик имеет в арсенале самые популярные типы этого инструмента, чтобы реализовывать любой заказ. Исходя из того, какую форму требуется придать детали, мастер и будет подбирать фрезу. Пройдемся по основным.
Концевые фрезы
Если нужно создать контурный выступ или выемку, то фрезеровщику понадобится инструмент концевого типа. Благодаря ему также можно легко обработать любые плоскости. Среди концевых фрез выделяют:

торцевые фрезы. Они просто необходимы для вытачивания плоских или ступенчатых деталей. Основной съём металла производится боковой частью фрезы при продольной подаче, а обработка горизонтальной плоскости ведётся вершинами режущих элементов и считается дополнительной;

сферические, которыми легко обработать криволинейную поверхность;

радиусные, предназначающиеся для фрезеровки пазов с внутренними и внешними закруглениями.
T-образные фрезы

Их еще называют грибковыми за характерную геометрию режущей поверхности. Инструмент применяется для изготовления в заготовках т-образного паза или фигурных выступов.
Дисковые фрезы

Если вам нужно отрезать лишнюю часть заготовки, прорезать канавку или снять фаску, то дисковые фрезы подойдут для этой работы как нельзя лучше! Несмотря на непривычную форму это режущий инструмент довольно часто используется в металлообработке.
Зубцы дисковых фрез оснащены дополнительными рабочими кромками на торцах (или одном из них). А размер инструмента и его режущих элементов зависит от типа выполняемой обработки – от черновой до финишной.
Этому виду фрез под силу работа в самых тяжёлых условиях – с вибрацией, зажатием, плохим отведением металлической стружки.
Угловые фрезы

Это разновидность дискового инструмента, которая отличается наличием угла наклона режущей кромки относительно горизонтальной оси.
При помощи углового инструмента фрезеровщик обработает любую угловую выемку, наклонную поверхность и даже «латочкин хвост».
Фасонные фрезы

Фасонные фрезы нашли своё предназначение для фрезеровки заготовок, у которых слишком сильная разница между длиной и шириной.
Зубья фасонных фрез встречаются как острозаточенные, так и затылованные.
Этот инструмент несильно истирается во время фрезеровки, при этом отличается качеством обработки. Единственная проблема – заточка, произвести которую можно лишь используя особые приспособления. Поэтому фасонные фрезы используют в основном только на больших производствах.
Червячные фрезы

Довольно специфичный, а оттого не сильно распространенный тип металлорежущего инструмента. Он применяется для нарезания зубьев на звездочках, валах и прочих изделиях.
Выборка металла осуществляется за счёт точечного воздействия на заготовку.
Исходя из технологического задания фрезеровщику может пригодится сразу несколько фрез. К счастью, все виды и размеры этого инструмента для металлообработки имеются в продаже, что позволит мастеру сделать станок максимально оснащённым.
Фрезы по металлу для фрезерного станка — виды и назначение
Фреза – это рабочий металлорежущий инструмент фрезерного станка, основной элемент его оснастки, вид которой определяет возможность выборки металла на том или ином участке, придание детали требуемой формы. Благодаря большому разнообразию видов инструмента можно производить металлорежущие операции на различных участках заготовки. Для этого в арсенале фрезеровщика должны быть основные и дополнительные виды фрез по металлу, особенности и классификацию которых мы рассмотрим ниже.
Классификация фрез
Фреза является металлорежущим инструментом, предназначенным для обработки заготовок путем поступательно-вращательного движения. Обработка осуществляется благодаря контакту с рабочими кромками-резцами, изготовленными из особо твердых марок стали и других материалов – керамика, алмаз и т. д.
Классификация фрез по металлу осуществляется по следующим основным характеристикам:
- Месторасположение режущих частей
- Направление режущих частей – винтовое, наклонное и т. д.
- Крепление режущих частей.
- Конструкция фрезы – сборная, монолитная или составная.
- Заточка фрезы.
- Материал режущей части.
Основные виды фрез
Рассмотрим основные виды фрез по металлу, назначение и способ применения. Одними из наиболее распространенных являются цилиндрические фрезы, которые выпускаются с винтовыми или прямыми зубьями. Фреза с винтовыми зубьями характеризуется плавной работой и широко используется в промышленном производстве. Цилиндрические фрезы с прямыми зубьями оптимально подходят для обработки узких поверхностей.
Торцовые фрезы применяются на вертикально-фрезерных станках. Рабочей частью являются вершины кромок зубьев, сами же кромки являются дополнительными режущими поверхностями. Угол обработки между фрезой и обрабатываемой поверхностью зависит от диаметра инструмента, а не от припуска, что обеспечивает стабильную работу. Благодаря жесткости и массивности инструмента обеспечивается удобство расположения и надежность крепления режущих элементов, высокая производительность и точность обработки.
Следующий широко используемый вид – это дисковые фрезы, широко используемые для нарезки канавок и пазов. Данный тип фрез подразделяется на три вида:
- Пазовые – зубья расположены на цилиндрической поверхности, что позволяет производить нарезку неглубоких пазов.
- Двусторонние – зубья расположены на торце и поверхности фрезы.
- Трехсторонние – зубья расположены на обеих торцах и поверхности.
Дисковые фрезы характеризуются высокой производительностью и широко применяются для обрезки заготовок, прорезания пазов, снятия фасок, выборки металла и других операций.
Угловые фрезы применяются для съёма металла на наклонных поверхностях и в угловых пазах с конической поверхностью. Подразделяются на одно- и двухугловые, различающиеся расположением режущих элементов, соответственно на одной или двух смежных конических поверхностях. Такая конструкция позволяет нарезать стружечные канавки в инструментах различной формы.
Ещё один распространенный вид фрез – концевые. Основное назначение – нарезка пазов, контурных уступов, выемок, съём металла на поверхностях расположенных под прямым углом относительно друг друга. Концевые фрезы производятся монолитными или с припаянным режущими частями, цилиндрическими или коническими хвостовиками, для грубой или чистовой обработки (в зависимости от размера зуба).
Прочие виды фрез
Также применяются следующие виды фрез по металлу:
- Шпоночные – разновидность концевых фрез выполненные в форме двузубого инструмента. Способны углубляться в поверхность при осевой подаче (наподобие сверла) и далее производить нарезку вдоль канавки.
- Фасонные – предназначены для обработки фасонных поверхностей, деталей с большим соотношением длины к ширине. Подразделяются на фрезы с остроконечными и затылованными зубьями.
- Червячные – производят обработку поверхности обкатом путем точечного касания. Подразделяются на правые и левые, цельные и сборные, одно- и многозаходные, а также со шлифованными и нешлифованными зубьями.
- Кольцевые фрезы также называются корончатыми сверлами. Применяются для нарезания отверстий, примерно в 4 раза более производительные, чем спиральные сверла.
Как для профессионального, так и для бытового применения оптимально приобретать фрезы комплектом, в котором подготовлены наиболее необходимые виды инструмента. Все виды и размеры фрез продаются и отдельно, что позволяет максимально укомплектовать станок необходимой оснасткой для решения стоящих перед вами задач.
Виды фрез по металлу и их назначения
Для того, чтобы быстро и качественно обрабатывать стальные или металлические заготовки используются разно профильные фрезерные станки. Непосредственная обработка деталей производится с помощью фрез, которые отличаются очень высокой вариативностью.
Классификация фрез по металлу и их назначение.
Имеется около десятка видов фрез, каждый из которых имеет свое предназначение и используется исходя из конкретной задачи:
Дисковые.
Один из самых распространенных видов режущего инструмента. С его помощью производят обрезку деталей, прорезают пазы и снимают фаски. Рабочая (режущая) поверхность может быть нанесена как с одной, так и с двух сторон, что позволяет использовать такую оснастку на фрезерных станках всех типов. Различают следующие виды дисковых фрез:
- Пазовые.
- Отрезные.
- Прорезные.
- Двухсторонние (необходимы для обработки детали с нескольких сторон).
Данный вид фрез может быть использован в самых сложных условиях, когда полноценный отвод металлической стружки невозможен или затруднен.

Цилиндрические.
Подобные фрезы используются для обработки объемных металлических деталей. Всего различают цилиндрическую оснастку с винтовыми и прямыми зубцами. Для несложных операций целесообразно использовать инструмент с прямыми зубцами, для сложных и качественных операций подойдут винтовые зубцы.

Торцевые.
Используются для обработки деталей имеющих плоскую поверхность. Как правило, такие фрезы делают из высокопрочных материалов и отличаются они высокой производительностью. Ключевая особенность такого инструмента – большое количество зубьев, и как следствие равномерность обработки даже самого твердого металла.
Червячные.
Пожалуй, самая специфическая оснастка из всех существующих. Заготовки обрабатываются методом обкатки. Производятся следующие виды червячных фрез:
- Левые.
- Правые.
- Одно или много заходные.
- Сборные или цельные.
- С шлифованными зубьями.
Все вышеупомянутые виды оснастки используются для создания сложных и многоступенчатых деталей.

Концевые.
Если необходимо обработать уступ или паз, то концевой инструмент придется как нельзя кстати. Различают концевые фрезы с крупными (начальная обработка) и мелкими зубцами (конечная обработка).

Обдирочные.
Созданы специально для того, чтобы изящно обрабатывать заготовки, полученные с помощью литья или ручной ковки.
Обрезные.
Как видно из названия, данный вид фрез используются для обрезки заготовки. Это самая простая оснастка имеет режущую кромку только на верхних гранях зубцов.
Более подробную информацию ищите по ссылке: http://spik24.ru/catalog/frezy/
Выбор фрез для начинающих. Видео.
Твердосплавные фрезы для металлообработки и концевой инструмент
 Распространенный способ обработки деталей фрезерованием по производительности превосходит метод строгания в условиях крупного участка, но уступает наружному протягиванию. Для фрезерования характерно быстро оборачиваемое вращение инструмента и медленная подача обрабатываемой заготовки поступательным, винтовым или вращательным способом. Прямолинейная подача позволяет наносить на цилиндрической поверхности канавки и пазы, делать ее фасонную обработку. При вращательной подаче с помощью фрезеровки обрабатывают вращательные поверхности, а винтовая подача позволяет наносить впадины косозубых колес или стружечные канавки.
Распространенный способ обработки деталей фрезерованием по производительности превосходит метод строгания в условиях крупного участка, но уступает наружному протягиванию. Для фрезерования характерно быстро оборачиваемое вращение инструмента и медленная подача обрабатываемой заготовки поступательным, винтовым или вращательным способом. Прямолинейная подача позволяет наносить на цилиндрической поверхности канавки и пазы, делать ее фасонную обработку. При вращательной подаче с помощью фрезеровки обрабатывают вращательные поверхности, а винтовая подача позволяет наносить впадины косозубых колес или стружечные канавки.
Материал для фрез по металлу
Для изготовления подходят твердые металлические сплавы ВК 8, ВК 6-М, ВК 10-ХОМ. Твердосплавные, независимо от формы, обладают высокой износоустойчивостью и прочностью, будь то фасонный вариант или инструмент для обработки металла.
Популярным материалом для производства фрез по металлу являются вольфрамовые сплавы, отличающиеся высокими показателями прочности. Некоторые фрезы выпускаются для обработки сталей с высокими жароустойчивыми качествами. Для них не только применяются стандартные сплавы с добавлением титана, но и привычный компонент заменяется молибденом. Прочностные характеристики не уступают титановым фрезам, но стоимость для производства намного меньше.
При производстве существуют параметры шероховатости поверхности, которые для рабочего режущего инструмента не должны превышать:
- для задних и передних режущих кромок главного направления — 1,6 мкм;
- на поверхности хвостовика — 0,63 мкм;
- вспомогательные кромки и фаски — 3,2 мкм;
- остальные рабочие и боковые поверхности — 20 мкм.
Типы, размеры и формы инструмента
 Фреза является исходным вращательным телом с режущими зубьями на поверхности, при обработке касается поверхности заготовки. Форма инструментального элемента выбирается в зависимости от требуемого способа обработки детали.
Фреза является исходным вращательным телом с режущими зубьями на поверхности, при обработке касается поверхности заготовки. Форма инструментального элемента выбирается в зависимости от требуемого способа обработки детали.
Изменяя положение инструмента и оси относительно рабочей поверхности детали, можно применять различные виды твердосплавных фрез для решения требуемой задачи.
Цилиндрические элементы
Используются на фрезерных станках горизонтального типа для обработки плоскостей. Цилиндрические фрезы бывают:
- с винтовыми зубьями;
- с прямыми зубьями.
Рабочий инструмент с прямыми кромками применяется для узких поверхностей, где винтовой вариант применять нерезультативно. В месте стыка одни режущие кромки перекрываются другими. Материалом для изготовления служит быстрорежущая сталь с твердосплавными винтовыми и плоскими пластинками.
 Торцевые фрезы используют при горизонтальной обработке на фрезерных станках вертикального типа, при этом их ось располагается перпендикулярно к выбранной плоскости. У этого варианта режущего инструмента выборка металла происходит с помощью вершин кромок зубьев, а у цилиндрического все точки обрабатывающих кромок выступают профилирующими.
Торцевые фрезы используют при горизонтальной обработке на фрезерных станках вертикального типа, при этом их ось располагается перпендикулярно к выбранной плоскости. У этого варианта режущего инструмента выборка металла происходит с помощью вершин кромок зубьев, а у цилиндрического все точки обрабатывающих кромок выступают профилирующими.
Режущие кромки торца выступают в качестве вспомогательных, а главная работа предстоит боковым наружным кромкам. Из-за включения в работу только вершин зуба форма режущих поверхностей торцевой фрезы для плоских деталей выполняется разнообразной конструкции. Плавная работа торцевого режущего инструмента обеспечивается и в случае небольшого припуска, так как угол соприкосновения с заготовкой не определяется величиной припуска и выбирается в зависимости от ширины прохода и диаметра сверла.
Червячные фрезы
Нарезание зубьев этим инструментом остается перспективным и универсальным методом обработки с высокой производительностью и точностью, широко используется при изготовлении зубчатого типа колес. Диагональное фрезерование по типу двух подач увеличивает стойкость в несколько раз по сравнению со стандартным методом, при этом уменьшается шероховатость поверхности.
 При таком методе увеличивается на 25% скорость резки по сравнению с фрезерованием навстречу и происходит экономное стачивание задних зубных поверхностей. Использование червячного инструмента требует специальных зубофрезерных станков без зазоров в конструкции подъема суппорта. Производительность повышается при использовании многозаходных фрез по сравнению с однозаходными в полтора-два раза, при этом эффективность зависит от модуля колес. Точность обработки выше у однозаходного режущего инструмента.
При таком методе увеличивается на 25% скорость резки по сравнению с фрезерованием навстречу и происходит экономное стачивание задних зубных поверхностей. Использование червячного инструмента требует специальных зубофрезерных станков без зазоров в конструкции подъема суппорта. Производительность повышается при использовании многозаходных фрез по сравнению с однозаходными в полтора-два раза, при этом эффективность зависит от модуля колес. Точность обработки выше у однозаходного режущего инструмента.
Многозаходные проходки увеличивают давление на станок, так как сечение отходящей стружки увеличивается. Чтобы избавиться от такого побочного эффекта, применяют многозаходные фрезы увеличенного диаметра. Повышению эффективности работ способствует работа на больших подачах, но чрезмерное увеличение этого показателя ведет к повышению шероховатости на поверхности. Увеличение производительности в полтора-два раза зависит от повышения скорости резки, что получается из-за применения при изготовлении режущего инструмента новых индустриальных материалов сталей Р14Ф4, РЮН 5Ф5, Р9К 5 ФЭМП, РЮКФ 5, Р 9К10, Р 6М5.
Дисковые фрезы
Этот инструмент с пазами двустороннего и трехстороннего типа применяется при фрезеровании канавок и пазов. У пазовых фрез зубья располагаются только на цилиндрической стороне и служат для создания не слишком глубоких пазов. Для дисковой фрезы важна ее толщина, размер которой принимается с допуском 0,04−0,05 мм, в процессе работы она стачивается. Двусторонние и трехсторонние фрезы работают не только зубьями на цилиндрической стороне, но и на торцах также расположены режущие грани.
Концевые фрезы
Используются для выемки глубоких пазов в конструкционных корпусах, фигурных выемок, ступенчатого профиля на взаимно перпендикулярных поверхностях. В станочном шпинделе концевые фрезы крепят с помощью цилиндрического или конического хвостовика.
 Главная резательная нагрузка приходится на кромки, находящиеся на цилиндрической стороне, а дополнительная зачистка выполняется вспомогательными торцевыми ребрами, которые изготавливаются с наклонными или винтовыми зубьями.
Главная резательная нагрузка приходится на кромки, находящиеся на цилиндрической стороне, а дополнительная зачистка выполняется вспомогательными торцевыми ребрами, которые изготавливаются с наклонными или винтовыми зубьями.
Как вариант концевых фрез рассматривается работа шпоночного рабочего инструмента, выполненного в двузубом исполнении.
Такие фрезы в виде сверла проникают в материал при осевой подаче, последовательно сверлят отверстия, двигаясь вдоль паза.
При осевом движении основная рабочая нагрузка приходится на торцевые грани, одна из которых достигает оси инструмента для обеспечения сверления.
Фасонные фрезы
Такое наименование рабочий инструмент получил из-за фасонной формы режущей кромки. Эти фрезы нашли применение в работах, требующих точности и чистоты при обработке сложных поверхностей. Иногда для создания определенного отверстия или выработки фигурного паза фасонный вариант является единственным рабочим инструментом. Сложные работы возникают при создании выемок в цилиндрических и винтовых поверхностях, фасонных прямых канавок, нарезке винтовых и стружечных канавок различных инструментов.
Для обработки поверхностей вращения также используются фасонные фрезы, это редкие работы. Выбор расположения осевой линии фрезы определяет:
- длину рабочего активного участка;
- конструкцию и форму инструмента;
- условия эксплуатации.
В некоторых случаях ось симметрии обрабатываемой заготовки и ось инструмента могут совпадать, в таком случае говорят о пальчиковых фрезах. Для фрезерования выбранного профиля в фасонном стиле применяется вращательное движение при поступательной подаче. От обработки несколькими резцами или одним инструментом сверление отверстия пальчиковой фрезой отличается одновременным воздействием и обработкой профиля. Это позволяет задействовать увеличенную длину режущих граней и повысить скорость обработки.
 Фасонная фрезеровка винтовых поверхностей выполняется при винтовой подаче, при этом фрезерная ось может располагаться в различных направлениях.
Фасонная фрезеровка винтовых поверхностей выполняется при винтовой подаче, при этом фрезерная ось может располагаться в различных направлениях.
В зависимости от такого определенного осевого положения при обработке винтовых поверхностей применяют торцевые, дисковые или пальцевые фасонные разновидности.
При фрезеровке винтовых поверхностей с формированием винтовых канавок стружечного типа, нарезании резьбы, выборке фасок и пазов режущих инструментов фасонные фрезы нашли широкое использование. Они делаются с остроконечными зубцами или с затылованными зубьями.
Затылованием называется процесс формирования задней поверхности рабочего инструмента по определенной кривой для образования задних углов. У второго вида острозаточенных разновидностей задние углы получаются при заточке. Заточке именно задней поверхности зубьев уделяется внимание, так как они более всего изнашиваются по задней части. Затылование проводится в случае сложной формы режущей кромки заднего зуба, которую нельзя заточить в результате стандартного шлифования.
Наборы из фрез
Подобные наборы представляют собой группу режущего рабочего инструмента, собранного и укрепленного на единой оправке, выбранного в соответствии:
- с профилем;
- в зависимости от размеров фрезеруемой детали.
Чтобы повысить производительность труда, следует избавиться от большого числа установок, переходов и отдельных операций. Фрезерные диски, собранные в набор, обеспечивают качественную обработку, точность по сравнению с фрезерованием отдельным режущим инструментом. Чтобы определиться с диаметром дисков, сначала останавливаются на наименьшем, а диаметральные размеры других определяют в зависимости от взаимодействия и расположения фрезеруемых плоскостей.
Не рекомендуется использовать в наборе инструменты с диаметрами, слишком сильно отличающимися по размеру, это затрудняет выбор:
- для всех режущих элементов целесообразного режима работы и подачи;
- параметров диаметральных посадочных мест для всех фрезеровочных деталей в наборе.
Чтобы достичь плавной работы, зубья фрезеровочных дисков устанавливают по специальной схеме один относительно другого. С этой целью шпоночные пазы во фрезах делают со смещением к зубу на разные расстояния и углы. Из-за такого расположения каждая фреза начинает свою работу точно в заданный промежуток времени, а конструкция из нескольких фрезеровочных элементов представляет собой единую фрезу с винтовым зубом.
 Если делают переточку фрез из набора, то фрезеруют вторую канавку, которая ставится единообразно для всех режущих элементов по отношению к зубьям. Наборы составляются из элементов с затылованными или острозаточенными зубьями. В процессе заточки фрез разного вида их диаметральные размеры меняются в соответствии с различными законами, что впоследствии ведет к искажению профиля детали.
Если делают переточку фрез из набора, то фрезеруют вторую канавку, которая ставится единообразно для всех режущих элементов по отношению к зубьям. Наборы составляются из элементов с затылованными или острозаточенными зубьями. В процессе заточки фрез разного вида их диаметральные размеры меняются в соответствии с различными законами, что впоследствии ведет к искажению профиля детали.
Наборы однотипных режущих инструментов применяются для фрезерования сплошных и прерывистых профилей заготовки. Сплошные поверхности обрабатывают так, чтобы соседние зубья рядом расположенных фрез твердосплавных по металлу перекрывали друг друга. Это нужно для того, чтобы:
- при обработке не образовывались риски и заусенцы;
- меньше был показатель шероховатости;
- сохранялись осевые параметры наборного профиля, которые изменяются в результате переточки.
Наборы из фрезеровочных дисков используются при работе на станках горизонтального типа. Подбирая набор твердосплавных режущих элементов для фрезерования, определяя область его применения, следует принимать во внимание, что усилия, возникающие в процессе обработки, не должны быть выше значений допустимой нагрузки, исходя из показателей:
- мощности агрегата;
- жесткости, прочности и оправки заготовки;
- предела прочности закрепления заготовки в станке.
Учитывая значения прочности, следует иметь в виду, что наборы режущих элементов с большими диаметрами плохо ведут себя при обработке заготовок из деформируемых материалов и не жёстких конструктивных деталей. Чтобы обеспечить фрезерованной детали точные размеры при большой глубине проникновения резца, нужно делать обработку в несколько подходов: сначала черновым набором фрез, затем приступать к фрезеровке чистовыми элементами.
Инструментальное производство использует фрезы в наборе при формировании стружечных канавок, разверток, метчиков и других инструментов с режущими гранями для обработки металлических заготовок.
Фреза дисковая по металлу: ГОСТ, типы, выбор, назначение
Непривычной формы режущий инструмент – фреза дисковая широко используется в металлообработке. Отрезные пилы малого диаметра ставят на болгарки и используют для раскроя металлического проката, труб, пластика. На производстве дисковыми фрезами раскраивают прокат на заготовки, прорезают пазы и шлицы. Огромные пилы диаметром более 1200 мм устанавливают в конце прокатных станов. Вращаясь с огромной скоростью, они отрезают в нужный размер трубы, слябы, профильный прокат, без остановки валков.

Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Одной их основных характеристик, влияющих на чистоту резания и производительность, является тип инструмента – размер зуба: мелкий, средний и крупный.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.

Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Скачать ГОСТ 2679-93
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Прорезные дисковые фрезы имеют хорошо выраженную ступицу, выступающую над телом фрезы на 0,2–0,6 мм.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.
Назначение инструмента
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.

Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
конструкции насадок для фрезерования и изготовление самодельного инструмента
 Ремонт приборов и оборудования часто связан с обработкой деталей из металлов. Для таких работ в домашних условиях и в небольшой мастерской, где нет специального оборудования, может использоваться фреза по металлу для дрели, которая превратит дрель в ручной фрезерный станок. Важным является подбор качественного металлорежущего инструмента, что позволит повысить качество обработки и расширить возможности применения этой рабочей насадки.
Ремонт приборов и оборудования часто связан с обработкой деталей из металлов. Для таких работ в домашних условиях и в небольшой мастерской, где нет специального оборудования, может использоваться фреза по металлу для дрели, которая превратит дрель в ручной фрезерный станок. Важным является подбор качественного металлорежущего инструмента, что позволит повысить качество обработки и расширить возможности применения этой рабочей насадки.
Особенности работы с дрелью
При использовании дрели вместо фрезера надо учитывать особенности работы с этим инструментом. Важно помнить:
 Число оборотов дрели меньше, чем у фрезера, поэтому резка будет идти медленнее.
Число оборотов дрели меньше, чем у фрезера, поэтому резка будет идти медленнее.- Мотор электродрели перегревается при длительной работе. Требуется делать перерывы для охлаждения инструмента.
- Подшипники вала редуктора рассчитаны на продольные нагрузки и могут выйти из строя при поперечном фрезеровании. Нельзя прикладывать большие усилия в поперечном направлении. Это увеличивает продолжительность обработки.
- Патрон электродрели может не выдержать боковых нагрузок, что приводит к порче детали.
 Число оборотов дрели меньше, чем у фрезера, поэтому резка будет идти медленнее.
Число оборотов дрели меньше, чем у фрезера, поэтому резка будет идти медленнее.Безопасность при работе фрезером обеспечивается упорной пластиной. Можно сделать фрезер из дрели своими руками. Дрель нужно закрепить на самодельном основании, что позволит сделать конструкцию более безопасной и увеличить точность обработки.
Виды фрез по металлу
Электродрель со вставленной фрезой может заменить ручной фрезер по металлу. Фрезеровать дрелью не так удобно как специальным инструментом, но выполнять многие работы можно. Виды фрез по металлу для ручного фрезера:
- Торцевые. Это наиболее часто применяемый вид инструмента по металлу. Ось вращения торцевой фрезы располагается вертикально. Фрезеровке подвергаются плоские поверхности, с которых снимается слой металла.
- Дисковые. Это инструмент для образования различных канавок и пазов. Зубья могут располагаться как на боковой, так и на торцевой поверхности инструмента.
- Цилиндрические. Ось вращения такого инструмента располагается горизонтально. Зубья находятся на боковой поверхности. Они могут быть прямыми или винтовыми. Винтовые зубья обеспечивают более точную и плавную работу инструмента.
- Концевые фрезы обрабатывают пазы, выемки, уступы. Имеют зубья как на боковой поверхности, так и в торце.
- Фасонные и угловые фрезы служат для обработки фасонных и угловых поверхностей. Это реже всего применяемые виды инструмента.
 Торцевые. Это наиболее часто применяемый вид инструмента по металлу. Ось вращения торцевой фрезы располагается вертикально. Фрезеровке подвергаются плоские поверхности, с которых снимается слой металла.
Торцевые. Это наиболее часто применяемый вид инструмента по металлу. Ось вращения торцевой фрезы располагается вертикально. Фрезеровке подвергаются плоские поверхности, с которых снимается слой металла.

При работе дрелью по бетону используются твердосплавные коронки с переходниками. Простые виды фрез, работающие в комплекте с электродрелями — это зенковка и шарошка. Они служат для расточки отверстий в металле и черновой обработки.
Конструкция инструментов
 По форме зуба фрезы разделяются на остроконечные и затылованные. У остроконечных зубья имеют плоские переднюю и заднюю поверхности, а у затылованных плоская только передняя поверхность, задняя же имеет форму архимедовой спирали. Затачивание остроконечных зубьев производится по задней поверхности и при этом меняется размер инструмента. Поэтому их не рекомендуется часто перетачивать. Затылованные зубья затачиваются по передней поверхности и могут перетачиваться многократно.
По форме зуба фрезы разделяются на остроконечные и затылованные. У остроконечных зубья имеют плоские переднюю и заднюю поверхности, а у затылованных плоская только передняя поверхность, задняя же имеет форму архимедовой спирали. Затачивание остроконечных зубьев производится по задней поверхности и при этом меняется размер инструмента. Поэтому их не рекомендуется часто перетачивать. Затылованные зубья затачиваются по передней поверхности и могут перетачиваться многократно.
Фрезы для дрели могут производиться цельными или сборными. Цельные изготавливаются из одной заготовки. Материал тела инструмента и режущей части один и тот же. Производство таких изделий более экономично. Тело сборной фрезы изготавливается из недорогих марок стали, а для режущей части используют твердосплавные пластины. Это делает инструмент дороже, но улучшает его рабочие характеристики.
Самодельные фрезы
Существует много способов сделать насадки для дрели по металлу своими руками. Основные из них:
- Можно насадить кремниевое колёсико от зажигалки на подходящую ось и получить хорошо работающую насадку.
- К фанерному цилиндру приклеить куски наждачки и получить шлифовальный барабан.
- Обточить дюбель для получения торцевой или отрезной насадки.
Каждый мастер может проявить изобретательность и изготовить такую оснастку, какая требуется для выполнения конкретных работ.
Борфреза по металлу
 Борфрезы можно использовать с электрической дрелью или шуруповёртом. Борфреза по металлу для дрели, которая ещё называется шарошка, выполняет операции по зачистке и шлифовке металлических поверхностей. Гравировка и растачивание отверстий до требуемых размеров тоже могут выполняться борфрезами. Оборудование, на которое устанавливаются шарошки, должно иметь большую скорость вращения. Рабочая часть борфрез может иметь очень малые размеры. Этот мини-инструмент применяется для гравировальных и ювелирных работ, с его помощью изготавливаются матрицы и литейные формы.
Борфрезы можно использовать с электрической дрелью или шуруповёртом. Борфреза по металлу для дрели, которая ещё называется шарошка, выполняет операции по зачистке и шлифовке металлических поверхностей. Гравировка и растачивание отверстий до требуемых размеров тоже могут выполняться борфрезами. Оборудование, на которое устанавливаются шарошки, должно иметь большую скорость вращения. Рабочая часть борфрез может иметь очень малые размеры. Этот мини-инструмент применяется для гравировальных и ювелирных работ, с его помощью изготавливаются матрицы и литейные формы.
Борфрезы часто используются совместно с бормашиной, иногда называемой дремелем. Это название пошло от немецкой фирмы «Дремель», которая производит оборудование и оснастку для фрезерных и гравёрных работ. При выполнении гравировки по дереву или металлу с использованием шуруповёрта или электродрели устанавливают гибкий вал и насадку для крепления шарошки.
Для работы по дереву
Обработка деревянных заготовок не вызывает таких трудностей, как работа с металлом. С помощью фрез для дрели по дереву можно осуществлять и черновую, и чистовую обработку заготовок. Для ручного инструмента применяются фрезы, у которых хвостовик имеет диаметр 8 или 12 мм. При обработке различных материалов из древесины используются разные виды фрез. Виды фрез по дереву:
- Калёвочные. Применяются для скругления углов.
- Дисковые. Служат для вырезания различных пазов и канавок.
- Галтельные — для создания полукруглых канавок.
- V-образные. Используются для вырезания пазов на плоских поверхностях.
- Шиповые — для выполнения пазов типа ласточкин хвост.
- Кромочные — для обработки краёв изделий.
- Цилиндрические — для обработки плоских поверхностей.
- Торцевые — для производства углублений и выемок.
- Конусные — снимают фаски с кромок.
- Свёрла, предназначенные для выполнения отверстий в дереве.
 Калёвочные. Применяются для скругления углов.
Калёвочные. Применяются для скругления углов.
Для выполнения различных технологических операций подбирается необходимый вид инструмента. При работе с режущим инструментом нужно соблюдать правила техники безопасности. В процессе обработки отлетают кусочки обрабатываемого материала, возможны и поломки режущего инструмента. В целях безопасности надо одевать защитные очки и перчатки.